1 マシニングセンタ
MCとはどんな機械?日本工作機械工業会の定義では、「工作物の取り付けを変えずに、フライス・穴あけ・中ぐり・ねじ立てなど種々の作業ができる数値制御工作機械である、多数の種類の異なる工具を自動的に作業位置にもってくる装置を備えたもの、または、少なくとも二面以上を加工できる構造で、工具の迅速な交換機能を備えた機械」となっている。つまり、基本的には工具回転形の工作機械で、多種の工具を自動的に交換しながら、多種の加工をするものである。
マシニングセンタ(Machining Center)の名前が長いので、英語の頭文字をとって、MC と表記されることが多い。
また、マシニングセンタは、その構造から「横形」「立形」といった種類に分けられる。
横形は主軸が水平方向に設置されていて、割り出しテーブルに工作物を固定し、1回の取り付けで複数面の加工が可能である。
立形は主軸が鉛直方向に取り付けられている。工作物上面の加工が多い工作物、たとえば金型の加工に向いている。
主軸方向については、この他に立、横の両方を備えるもの、あるいはひとつの主軸が旋回して立、横に変化するものもある。
2 構成要素
マシニングセンタは、どのような構成要素で成り立っていますか?以下は代表的な横形マシニングセンタの各部の名称を示す。実際には、たくさんのバリエーションがあるので、あくまでも一例と考えるとよい。- NC 装置:読み込んだ NC データを演算し、工作機械に指令を出す装置
- 工具マガジン:使用する工具を収容する装置
- 中間アーム:工具マガジンから工具を取り出す装置
- ATC アーム:スピンドルと中間アームとの間で工具交換をする装置
- スピンドル:工具を取り付け、回転運動を与える装置
- パレット:工作物を載せ、固定する装置
- テーブル:工作物を固定し、X、Y 軸または Z 軸方向に移動させる装置。横形では、パレットを介して工作物を固定することが多い
- コラム:多くの場合、主軸ヘッドを上下に移動させるためのガイド(Y 軸)を持つ構造物
- ベッド:全体をこれに取り付け一体化することにより、必要な精度を保つ構造物
- 切削油剤タンク:切削油剤を入れるタンク
- APC 装置:自動パレット交換装置
また、ATC の方式には多様な種類があり、中間アームのないもの、ATC アームのないものもある。
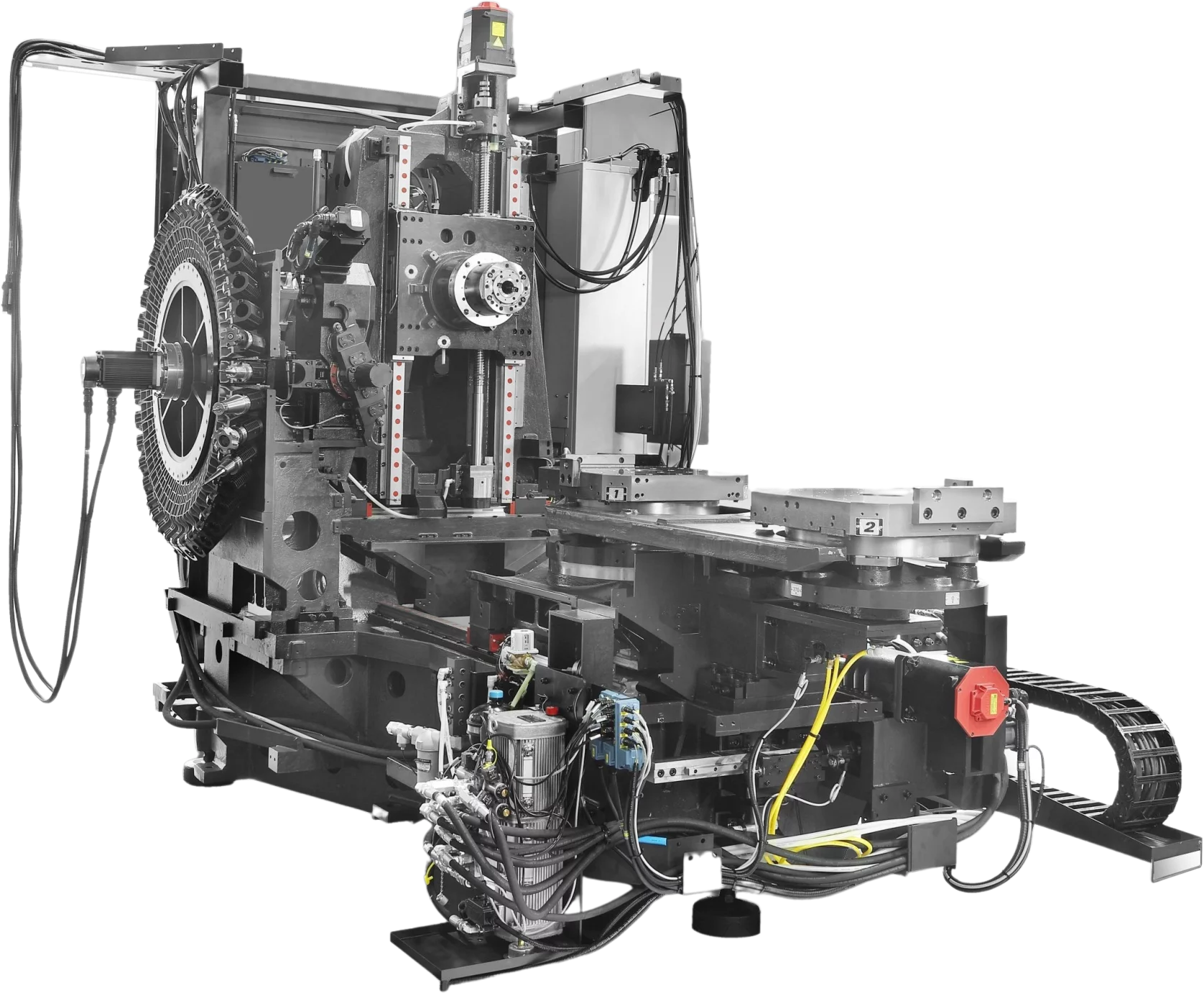
図 横型マシニングセンター
3 主軸頭
主軸頭はどのような構造になっているのですか? どんな軸受が使われているのでしょうか。マシニングセンタの主軸頭は、用いられる軸受、駆動方法、取り付ける工具規格とその大きさ(番手)によって、分類される。主軸自体は、きわめて高精度に仕上げられた直径数十 mm から百数十 mm、長さ数百 mmのシャフトである。図に、主軸頭の例を示す。これは、フロント軸受にアンギュラ玉軸受を、リア軸受にコロ軸受を使用している。ビルトインモータ駆動として、高速回転仕様となっている。BT40番の工具を取り付けるために必要なテーパ穴、クランプ装置を備えている。
マシニングセンタ主軸に用いられる軸受には、表に示したような種類がある。転がり軸受では、アンギュラ玉軸受が多いが、コロ軸受、テーパコロ軸受なども用いられる。いずれも工作機械主軸用として高精度に製作されたものであり、組み付け時に適切な予圧(プリロード)をかけることが可能な形式である。なかでも、アンギュラ玉軸受が高速回転に適しており、さらに転動体の材質をセラミックスとしたものもある。
転がり軸受ではなんらかの潤滑が必要であり、高速回転用途では、強制的に冷却する必要がある。
静圧軸受は、油静圧と空気静圧がある。転がり軸受に比べて回転精度が高いので、特に精度を要求される場合に用いられる。空気静圧の場合には、負荷能力と剛性が比較的小さいが、発熱が少ないので、小径工具の高速回転用として用いられる。図に、各軸受の断面構造を示した。
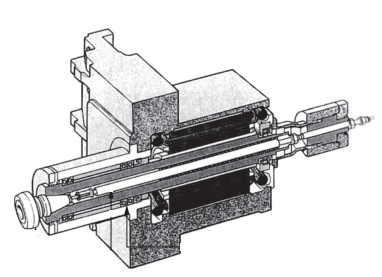
図 主軸頭
| 軸受 | 転がり軸受 | アンギュラ玉軸受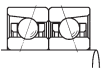 | スチールボール |
| セラミックスボール | |||
コロ軸受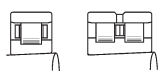 | |||
テーパコロ軸受 | |||
| 静圧軸受 | 油静圧 | ||
空気静圧 |
参考资料 nikkan.co.jp